





Производство пружин
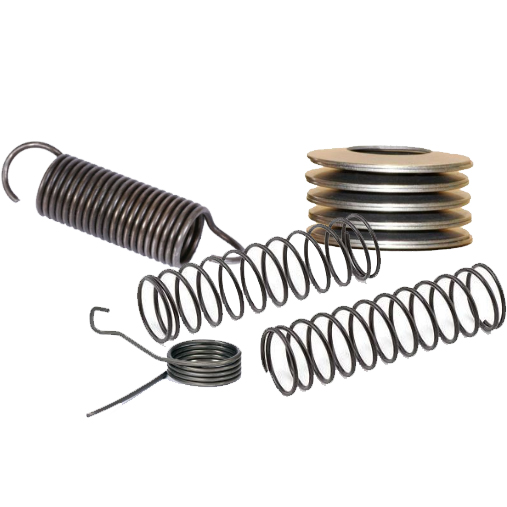
На сегодняшний день в России производство пружин развито достаточно сильно. По крайней мере, существует около 20 крупных промышленных заводов и множество частных предприятий, которые выполняют изготовление пружин на заказ по номенклатурному ряду, а также по чертежам заказчика. Среди предлагаемого ассортимента встречаются основные виды пружин: сжатия, растяжения, кручения. Кроме того, специализированные предприятия способны создавать высокопрочные амортизирующие рессоры и даже тарельчатые шайбы.
Поскольку эти метизы предназначены для эксплуатации при постоянных нагрузках, их технические характеристики должны обеспечивать неимоверно высокую прочность и очень большую степень устойчивости к разным механическим, химическим и термическим видам воздействия. В первую очередь, достичь этого результата позволяет материал изготовления пружин, которым выступают различные сплавы стали, например, углеродистая легированная сталь марок 60С2, 60С2А, нержавеющая сталь 12Х18Н10Т, конструкционная сталь 50ХГА.
Поскольку пружины сжатия, кручения и растяжения имеют витиеватую конструкцию, то создают их, как правило, методом навивки. Выполнить эту работу помогает специальный токарный станок для изготовления пружин. При этом навивка может происходить вручную или же с использованием автоматизированных узлов. Вариант выполнения навивки зависит в целом от нескольких факторов. На него влияет выбранная сталь для изготовления пружин, размер заготовок и, собственно, сам способ изготовления пружин: холодный или горячий.
Способ изготовления пружин

Способ изготовления пружин подразумевает собой вид технологического процесса, в зависимости от выполнения которого получаются изделия с определенным типом навивки, в том числе с цилиндрической, конической, фасонной или же, например, с плоской. Исходя из того, какой метод задействован для производства, будет отличаться максимально допустимый диаметр изделий. В частности, холодный подразумевает выпуск продукции диаметром до 16 миллиметров, горячий характеризуется созданием пружин диаметром более 10 миллиметров.
Собственно, холодный метод изготовления пружин, несмотря на такое ограничение по размеру, является одним из наиболее распространенных ввиду наименьшей себестоимости. Кроме того, меньше стоит и оборудование для изготовления пружин посредством холодной навивки. Эти станки оснащены двумя вращающимися стальными роликами, натягивающими и завивающими проволоку, из которой и производятся пружины. При этом станки позволяют регулировать уровень натяжения материала и выставлять необходимое направление завивки.
Изготовление пружин на таких станках происходит следующим образом. Сначала на планку, размещенную на суппорте станка, подают предварительно обработанную проволоку. Как правило, она уже закалена и отшлифована. Далее конец заготовки нужно зафиксировать на оправке через специальный зажим, затем ролик натягивает проволоку и она навивается со скоростью 10-40 метров в минуту в заданном направлении с необходимым числом витков.
Затем концы уже готового изделия обрубают или обрезают на особом оборудовании, а имеющиеся неровности устраняют абразивными кругами на точильных станках. После этого пружины обрабатывают термически — выдерживают в течение 20 минут при температура от +200°С до +250°С. Подобная процедура называется отпуском, и проводится она для снятия с готового изделия напряжения, которое могло возникнуть во время проведения его навивки.
Горячий метод изготовления пружин включает в себя сразу же несколько основных технологических этапов производства, в числе которых значатся следующие процессы:
- Обрезка заготовок и их нагревание
- Оттяжка концов проволоки и их вальцевание
- Дополнительное нагревание
- Завивка уже прогретой проволоки
- Отрезание (обрубание) концов изделия
- Механическая и термическая обработка
- Нанесение антикоррозийного слоя
- Технологические испытания
Таким образом, производство пружин посредством горячего метода почти идентично холодному, исключение составляют лишь предварительный и повторный нагрев заготовки, а также ее вальцевание и нанесение на нее специального защитного покрытия от коррозии.
